

Aaaah, the pleasures of visiting a distillery! The idyllic setting in the rugged countryside, the yeasty aroma of fermenting grain, the majestic copper stills, the boozy smell in the warehouse, sampling tasty products that share a regional flavor profile…
Pause. A vodka factory is nothing like that.
Let’s get back to the Petrovsky Liquor Factory in Petrozavodsk. Yes, one can be wowed by the majestic beauty of nearby Lake Onega – one of Europe’s largest lakes – and by the smell of berries macerating in alcohol to make infused vodkas. But distillation, aging, and regional specificity play entirely different roles here than one might expect.

There’s a reason why I’m talking about a factory and not a distillery. In Russia, grain alcohol distillation is usually a separate business, and the resulting pure alcohol, or spirt, is purchased for further transformation by various factories that distill little to no alcohol themselves. If you read my previous post, you probably already know that; the Petrovsky Liquor Factory was created as a “state wine warehouse” in the 1890s, and has never distilled its own grain alcohol.
Therefore, making vodka is essentially the act of mixing alcohol with water. It can be done in a bathtub, although the followers of this practice tend to use the lowest quality ingredients possible, and produce a cheap vodka that guarantees nothing but a memorable headache the next day. Making quality vodka, on the other hand, is all about filtration. Everything is filtered over and over – the water, the alcohol, and then again the blend of water and alcohol! For the latter, charcoal often does the job (Russian Standard is a classic charcoal-filtered vodka), but in a grand show of marketing one-upmanship, different brands stand ready to make increasingly extravagant claims about the materials they use: silver (Russian Standard Platinum gets an additional silver filtration), gold (Stoli Gold‘s filtration through coils of gold thread “amplifies depth, enhances the softness and harmonizes the emerging liquid”), platinum (Nashville-made Big Machine Vodka is “3-times Platinum Filtered, to make it The Smoothest Tasting Vodka, Period”), marble (Colorado’s Marble Vodka is “filtered through crushed Yule marble giving it a soft, creamy nose with a smooth, luxurious finish”), quartz (Russian Standard Imperia is “layer-filtered through quartz crystal from the Ural Mountains”), diamond powder (in Dan Aykroyd’s Crystal Head, alcohol is blended with Newfoundland water and then “filtered seven times, of which three are through layers of semi precious crystals known as Herkimer diamonds”), lava rocks (Reyka is made with arctic water from Iceland that’s filtered through lava rock beds to give it a “clean, crisp taste”), meteorites (US-based Outerspace Vodka claims its product is “filtered through meteorites more than 4 billion years old to create a vodka that’s out of this world”), the digestive tract of a newborn lamb (I made that one up, but it could be the perfect complement to the astrakhan fur trade). Oddly enough, that selfsame marketing insists on the purity of the water being used – one might wonder why such pure ingredients need to be filtered so many times…
As for aging, well, there’s really no such thing for vodka. Manufacturers talk about resting (or “relaxation,” or “maturation” if they’re really full of it), which occurs in tanks and ranges in time from a few hours to a few days, to allow the flavors to blend. And regionality is just as elusive. Wheat terroir hasn’t yet become a Thing in the alcohol business. If anything is regional, it would be the choice of the water (a factor that can either be debated for hours, or ruled out in seconds with a blind tasting), or the particular extra ingredients in infused vodkas.

But let’s follow the whole process at the Petrovsky Vodka Factory in sequence. Vodka, it turns out, is a something of a seasonal product in Russia: the sales peak in December, then in January people try to keep their New Year’s resolutions and refrain from drinking too much, and then the production picks up again around International Woman’s Day on March 8th. During our February visit, the factory is mostly quiet, which gives us the chance to visit the premises at our own pace, with detailed explanations from our hosts.
First, water is taken from Lake Onega (for the most part). This water goes through successively lightening filters that remove all the colloidal substances that affect its color, through charcoal filters for purification and the removal of polyphenols, petroleum products, and other contaminants, and through a block of shungite filters for additional purification and decontamination. Shungite, a mineral consisting of more than 98% of carbon, isn’t found in every vodka factory, but should here be considered a regional variation on the filtration process: Earth’s main shungite deposit is situated near the local village of Shunga, from which the name is derived. In fact, if I was the factory’s marketing department, I would capitalize on this exotic mineral (Stoli Gold already does, in passing) and its appealing luster.
That’s not all. Next, the water is filtered through a reverse osmosis purification block, where it loses all of its mineral composition. But that’s a bit of a problem: some of the vodkas are made not with Lake Onega water, but with highly mineralized water coming from a spring in nearby Martsialnye Vody – if you filter out all those minerals, then what’s the point? In that case, from what I understand, the reverse osmosis is skipped, and shungite filters the contaminants while preserving the minerals. The idea is that the more flavorful the water, the more flavorful the final product – and with all those minerals, it must be healthy too! (The spa at Martsialnye Vody, founded during the time of Peter the Great, is apparently the oldest in Russia. Russians really like their healthful mineral water.)

Now, the alcohol. According to Russian Federation State Standard Р 51652-2000, pure alcohol spirt (aka rectified alcohol) used in the making of vodka is classified into the following categories:
- High-purity alcohol: ironically the lowest grade; made from a mixture of grain, potatoes, sugar beet, black molasses (in any proportions); minimally filtered; used to make beverages for the economy market segment.
- “Basis”: made from grain and potatoes in any proportions, with less than 60% of starch content in the raw material; used in vodka for the medium-price market segment.
- “Extra”: made from the same raw materials as “Basis”, but with lower methanol and ester contents thanks to better purification; also used to make vodka for the medium-price segment.
- “Lux”: made from grain and potatoes in any proportions, but with less than 35% of starch content, the alcohol passing through several layers of filtration; used in vodka for the premium market segment.
- “Alpha”: made exclusively from wheat or rye, with the most purification steps; used in the production of super premium vodka.


The Petrovsky Liquor Factory chooses the spirt it purchases from samples, based on their organoleptic properties. The mixing of spirt and water (a process called sortirovka, or “sorting”) is then controlled by a computer: you choose a program to specify the alcohol content, press a key, and then the liquids are mixed automatically. This is an exothermic process, and the blend needs to be cooled in order to prevent the formation of micro-impurities.
Then begins the multi-stage vodka filtration process, with the end goal being a final product with a smooth taste – “noble” is the word that my hosts use. At Petrovsky, the vodka first goes through purification blocks with activated charcoal sprayed with silver, which not only filters it but also has an impact on its taste. The ennobled liquid pours into tanks to await the next purification, through huge charcoal columns.

Activated (or active) charcoal is a form of carbon that’s been processed to have small, low-volume pores that increase the surface area available to absorb impurities – the more contact the vodka has with the charcoal, the more noble and smoother its taste. As is common in Russia, the factory uses charcoal made from birch wood. When the charcoal erodes and its activation drops, the filtration columns are emptied and cleaned with steam, and the charcoal is regenerated so it can be re-used.
Filtration through charcoal columns is a classic method in Russian vodka factories. Here, each column is 4 meters tall and filled with 300 kilograms of charcoal. Since the columns are fed from the top, let’s go upstairs to follow the process in sequence.

On top of each column, a rotameter (the part that looks like a glass pipe) measures the speed of the vodka flow, and this speed can be regulated. To get good quality vodka, you want a flow of 400 liters per hour with new activated charcoal, and 300 liters per hour with regenerated charcoal. These values are derived empirically and constantly fine-tuned. How? Testers take samples to verify the organoleptic properties and quality of the vodka (we’ll go to the lab a bit later). If the quality compares with the control samples, then the speed is maintained or even increased (in some cases it can be set to 420 or 430 liters per hour). If the quality isn’t good enough, the speed is lowered.
So vodka is poured from the top at a controlled speed and goes down through the column to be rid of its toxic elements and acquire that elusive noble taste. We get back downstairs for the next step. Filtration, it turns out, is a vicious circle, and this journey through the charcoal columns results in a substantial amount of carbon being washed out of the column and mixed with the vodka. Which is why, A) the charcoal needs to be regenerated or replaced regularly, and B) after coming out, the vodka is filtered one more time through sand filters. The sand filters are the tanks that you see next to the charcoal columns in the pictures, both upstairs and downstairs (distilleries and alcoholic beverage factories are always full of pipes that carry liquids all over the place). But in turn, those sand filters only retain particles that are more than 10 micrometers in size, and make their own contribution to contamination, in the form of fine sand particles.

And that’s not all. While traveling through tanks and pipes (of which there are many, remember?), liquids may accumulate rust particles and other impurities, some coming from the equipment itself, and some coming from the air when tanks are emptied or filled. So there’s still more filtering ahead! It never ends!
For now, after the sand filters, the vodka pours into tanks of about 6,000 liters. Once full, the tanks are subjected to lab tests to control oxidizability, alcohol contents, and contents in toxic micro-impurities using gas chromatography. If all the indicators are normal, then, based on the production plan, the vodka is finished by adding the ingredients that each specific recipe calls for (if any), such as honey, sugar, flavored alcohol, or infused alcohol. The quantities are measured using a dosing device, the ingredients are mixed, and the lab checks the alcohol contents and toxic micro-impurity levels again. At this point, the vodka must rest from 5-6 hours to a few days – a process called assimilyatsia (“assimilation”).

Speaking of flavored alcohol… The Petrovsky Liquor Factory does have a small still, and that’s what it’s used for. Aromatics such as breadcrumbs, berries, or roots are put into special pouches. The pouches go into the still with a mixture of alcohol and water, macerate there for a while, then the whole lot is distilled. The distillate contains about 50% alcohol (when the alcohol content goes down to about 40% the process is stopped) and is kept until it’s needed for flavored vodkas. For example, the factory releases a popular vodka mixed with a distillate of rye breadcrumbs, Armenian cognac, and sugar syrup, called Petrovskaya Gavan (formerly known as Petrovskaya).

Next stop: bottling. There’s nothing that makes a vodka bottling line particularly special, and when the equipment’s not running, it’s not all that impressive. So I’ll keep the detailed explanations for another factory. In short, the bottles (all new, as Petrovsky doesn’t use recycled ones) arrive from the glass factory on pallets and are loaded onto the conveyor belt to start their roller coaster ride. The alcoholic beverage is once again filtered, this time through two particle filters of 5 microns and 1 micron, respectively, in order to achieve utmost clarity. The liquid is poured into a limited number bottles, and it’s time to make one last control before the bottling line is launched in full swing. Technicians verify the fill level of these bottles and send samples to the lab to check the same old stuff – alcohol contents and toxic micro-impurities. If everything is normal, the pouring starts for good. Bottles are sealed, labels are glued, a machine verifies that each bottle looks good, a human double-checks. Finally, the bottles are transferred to cases, timestamps are added, and the cases are transferred to the warehouse. That’s it! Oh, and every hour during bottling, there’s another lab control, just to keep those pesky micro-impurities in check.

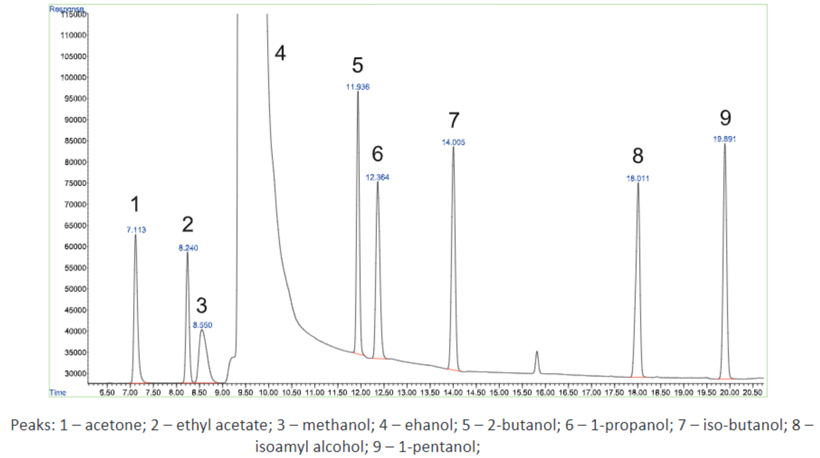
Let’s visit that famous lab that controls everything from raw materials (the rectified alcohol), through semi-finished products (the infused alcohols), to final products (what goes in the bottle). Since the factory isn’t very large, the lab isn’t large either. In a small room near the back are two gas chromatographs, a key piece of equipment. For raw materials like rectified alcohol, gas chromatography can confirm that it was produced using real food products (e.g., grains or vegetables), as opposed to cellulose-containing agricultural by-products, or petrochemical feedstocks. In semi-finished or finished products, it verifies the contents in micro-impurities. For vodka, there are nine commonly used indicators (though the exact list may vary), which are either toxic or have a smell that, even if pleasant, would be detrimental to vodka’s noble flavor: acetaldehyde (a highly toxic substance and known carcinogen), ethyl formate (an ester with a characteristic smell of rum), ethyl acetate (an ester with a somewhat fruity aroma), methanol (a toxic substance that can cause permanent blindness), 2-butanol, n-propanol, iso-butanol, n-butanol, and isoamyl alcohol. A vodka sample is poured into a 1 ml vial and placed into the chromatograph, which from the outside looks a bit like an old Xerox machine (one of them is even made by Hewlett Packard). The belly of the machine is a different story: there, the liquid goes through a 54-meter glass column curled up every which way, to separate the compounds in the liquid. As the molecules have different weights, they travel at different speeds, and the chromatograph is able to identify them based on their time of arrival. The result is a chromatogram like the one shown below (not from Petrovsky), where spikes at different points on the x-axis (time of arrival) represent the concentration of the various compounds. A vodka produced at Petrovsky typically shows minimal spikes on a few compounds and is completely flat everywhere else. I’m also told that there’s a industry trend of using alcohol without any methanol at all, but vodka made that way has a rougher taste – for optimal flavor, there must be a few impurities.
The rest of the lab is where technicians conduct tests that complement the chromatograph’s output, and also work on new recipes. For new products, they try various proportions of infused and flavored alcohols, samples of which are presented to the management for approval. Among other things, I’m shown a pepper-infused vodka that’s being developed. One of the tables displays an assortment of old product labels, probably for the benefit of the occasional visitor like myself.



Now that the vodka’s ready, it’s time to taste it! Products are poured into tulip-shaped glasses so that all the aromas go up through the narrow rim. They’re tasted slowly, like any other alcohol beverages, at around 20 degrees Celcius, as their odors would be less noticeable at colder temperatures. In order to preserve one’s lucidity ’til the last glass, specialists recommend either spitting out or taking only small amounts (if you spit, you cannot appreciate an aftertaste).
Vodka is graded using a 10 point system:
- 2 points for color: a plain vodka should be transparent, of course.
- 4 points for smell; using your palm to warm up the glass bowl, you swirl the liquid gently while sniffing it; for a white vodka, there must be a clean “vodka” odor.
- 4 points for taste: the vodka must be soft and leave a fairly neutral aftertaste that fades quickly; there can be a slightly bitter aftertaste, a warm feeling, and even a slight burn, but they must not last long.
If the total score reaches 9.2 or more, the vodka is deemed “of excellent quality” and recommended for export. Between 8.8 and 9.2 points, it is “of good-excellent quality.” Between 6.9 and 8.8, the vodka’s simply pronounced “good.” Between 6.5 and 6.9 it’s “satisfactory,” and anything below 6.5 is an unacceptable product.

We’re tasting two vodkas today. First, the Korela is made with “Lux” or “Alpha” grade spirt from wheat and rye (there seem to be two versions, the newer one made with the “Alpha” alcohol), and infused with leaves of Karelian birch trees. While there is no sugar added, the infusion brings traces of sweetness. I would never have guessed about the birch leaves (and in fact I don’t think anyone told me; I learned only from the label), but this is a very pleasant vodka for sure. It ends up being my favorite of the two, perhaps because there’s a little bit of something more interesting than clean vodka odor. Second, the Onezhskaya Myagkaya, is made with “Lux” grade alcohol, glucose (myagkaya means “soft” in Russian, and in vodka that often implies the presence of a sweetener), a food additive called Alphalux (a blend of carbohydrate isomers and monosaccharides, meant to magically turn “Lux” alcohol into “Alpha” alcohol by adding a complex form of sweetness), sodium bicarbonate, and citric acid. It’s a good vodka too, but the taste seems somewhat flatter.
Since junipers grow in Karelia, Petrovsky also started making a gin, which they claim is on a par with Beefeater. Though I’m not a big gin drinker, I just might agree. The ingredients include a distillate of juniper berries and reindeer moss (I like the local ingredients!), orange and lemon oils, and a little bit of sugar.

While I mentioned in my previous post that the Petrovsky factory once produced Stolichnaya vodka, it should be noted that back in the USSR, Stoli was made by several factories at once. Nowadays, Stoli, like other Soviet-era brands, is a trademark owned by a single company (trademark disputes notwithstanding), so Petrovsky can no longer make it. But in case you want to know how it was made – and other vodkas besides! – I’ve translated some recipes from Retseptury likero-vodochnykh izdelii i vodok (1981), the official recipe book used by Soviet distilleries. No fancy birch tree leaves, just good old chemistry. You might want to stay away from the Russkaya vodka, if you ever find any, unless you enjoy cheap alcohol mixed with disinfectant!
And in my next post, we’ll talk about the crown jewel of the Petrovsky Liquor Factory: Karelian balsam.
Stolichnaya vodka
For 10,000 liters:
“Extra” grade rectified alcohol and filtered water, proportioned for 40% alcohol content
20 kg sugar [i.e., about 0.22% of the liquid weight]
Sibirskaya vodka
For 10,000 liters:
“Extra” grade rectified alcohol and filtered water, proportioned for 45% alcohol content
Russkaya vodka
For 10,000 liters:
“high purity” rectified alcohol and filtered water, proportioned for 40% alcohol content
3 l solution of potassium permanganate [historically used to disinfect drinking water] at 0.1% concentration
Pshenichnaya vodka
For 10,000 liters:
“Extra” grade rectified alcohol and filtered water that has gone through an additional filtration using activated charcoal of type DAK or BAU-A, proportioned for 40% alcohol content
Moskovskaya vodka
For 10,000 liters:
“high purity” rectified alcohol and filtered water, proportioned for 40% alcohol content
0.5-0.7 kg sodium dicarbonate [to soften water]
0.4 kg acetic acid
Ukrainian gorilka
For 10,000 liters:
“high purity” rectified alcohol and filtered water, proportioned for 45% alcohol content
40 kg honey [i.e., about 0.44% of the liquid weight]
Petrovskaya
For 10,000 liters:
900 l rye breadcrumb distillate (can be replaced with vodka infused with breadcrumbs)
500 l cognac [Armenian]
50 l sugar syrup (65.8% concentration)
8 kg caramel color
“high purity” rectified alcohol and filtered water, proportioned for 40% total alcohol content
